Vástagos de pistón para amortiguadores: cromado duro y temple por inducción
Vástagos de pistón para amortiguadores: cromado duro y temple por inducción
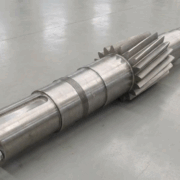
Vástagos de acero microaleado, taladrados en profundidad para amortiguadores de gas, templados por inducción en la superficie de trabajo y acabados con 20–30 μm de cromo duro hasta una rugosidad espejo Ra ≤ 0,2 μm: el componente más exigido de cualquier amortiguador.

Fabricamos cada pieza del interior de un amortiguador, también el vástago
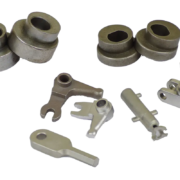
Eurobalt fabrica la gama completa de componentes de amortiguadores: pistones, guías de vástago, válvulas de pie, discos de válvula, terminales y vástagos de pistón. Ya hemos presentado varios de ellos: pistones, válvulas y guías de vástago sinterizados mediante pulvimetalurgia, así como pistones de aluminio mecanizados con precisión para suspensiones de altas prestaciones.
El vástago de pistón es la pieza que se ve moverse cuando un amortiguador se comprime: el eje de acero pulido que se desliza a través de la junta. Soporta toda la carga del recorrido de la suspensión, asume los esfuerzos laterales debidos a la desalineación y su vida útil depende por completo de la calidad de su superficie. A continuación mostramos cómo Eurobalt fabrica estos vástagos en su propia planta, desde la barra en bruto hasta el eje terminado cromado a espejo.
Por qué el vástago de pistón es la pieza más exigente

Un vástago de pistón cumple tres funciones a la vez:
- Estructural: transmite la fuerza axial del buje de la rueda al pistón, a menudo con carga lateral.
- Estanqueidad: ofrece a la junta del vástago y al guardapolvo una superficie de trabajo perfectamente cilíndrica y perfectamente lisa. Un rayón de 1 μm basta para provocar una fuga de aceite.
- Resistencia a la corrosión: con el amortiguador en plena extensión, el vástago queda expuesto a la lluvia, la sal de carretera y el polvo de frenos.
Esta combinación obliga a un conjunto de tecnologías poco habitual: un núcleo tenaz, una superficie dura y una capa de cromo resistente a la vez al desgaste y a la corrosión. Ninguna otra pieza del amortiguador tiene las mismas exigencias.
Material
Trabajamos principalmente con tres familias de aceros al carbono y microaleados. La elección depende del diámetro del vástago, de la carga prevista y de si el amortiguador es de gas o hidráulico (vástago hueco o macizo):
| Norma | Grado | Uso típico |
|---|---|---|
| EN 10083-2 | C45 / 1.0503 (≈ AISI 1045) | Amortiguadores de automóvil ligeros, baja presión de gas |
| EN 10294-1 | 20MnV6 / 1.5217 | Vástagos estándar de amortiguadores hidráulicos y de gas, templados por inducción |
| EN 10267 | 38MnSiVS5 / 1.5232 | Vástagos microaleados de alta resistencia para aplicaciones pesadas y de competición |
¿Por qué aceros microaleados (20MnV6, 38MnSiVS5)? Las adiciones de vanadio y niobio proporcionan, directamente a la salida del laminador, una estructura ferrítico-perlítica fina y homogénea, sin ciclo de temple y revenido para el núcleo. Esto aporta una mejor estabilidad dimensional durante el resto del proceso, sobre todo durante el temple por inducción de la superficie, donde una dureza de núcleo irregular provoca una excentricidad que el enderezado no corrige por completo.
Para los amortiguadores de gas recibimos el material normalmente en forma de tubo sin soldadura estirado (DOM) con un diámetro interior próximo a la cota final; para los vástagos macizos partimos de barra redonda estirada en frío con superficie pelada y pulida, lista para el centrado sin pasada de torneado adicional.
Rango dimensional
Los vástagos que producimos cubren toda la gama de amortiguadores de turismos y vehículos comerciales ligeros, además de amortiguadores industriales más pesados:
| Parámetro | Rango típico |
|---|---|
| Diámetro exterior | 8 – 50 mm |
| Diámetro interior (vástagos huecos) | 3 – 20 mm |
| Longitud | 150 – 1500 mm |
| Relación longitud/diámetro | hasta 60:1 (taladrado profundo) |
También son posibles diámetros inferiores a 8 mm o longitudes superiores a 1500 mm, pero requieren utillaje específico y una validación de proceso aparte.

La secuencia de fabricación
Un vástago de pistón de amortiguador terminado pasa por siete operaciones distintas. El orden no es intercambiable: el temple por inducción debe ir después del taladrado profundo pero antes del cromado; el enderezado se sitúa entre el temple y el cromado; el rectificado sin centros va siempre el último. A continuación, la secuencia para un vástago hueco estándar ⌀16 × 600 mm.
1. Corte y centrado
La barra se corta a longitud en una sierra circular en frío (sin zona afectada térmicamente), se refrenta y se centra. La precisión del centrado determina directamente la excentricidad alcanzable después en el rectificado sin centros, por lo que mantenemos la concentricidad del punto de centro dentro de 0,02 mm respecto al eje de la barra.
2. Taladrado profundo (taladrado de cañón)

Para los amortiguadores de gas y los vástagos de competición optimizados en peso, la barra se taladra de lado a lado con una broca de cañón monolabio mientras gira. El refrigerante se suministra a 60–80 bar a través del cuerpo de la herramienta y evacúa la viruta hacia atrás por la ranura en V. Mantenemos la concentricidad del taladro interior respecto a la superficie exterior dentro de 0,05 mm en 600 mm: un punto crítico, porque cualquier variación de espesor de pared se traduce directamente en excentricidad tras el temple.
Es el taladrado profundo lo que hace posible la carga de gas de un amortiguador. Un vástago taladrado y ciego por un lado constituye el depósito de gas; el gas situado detrás del vástago contrarresta la cavitación en el aceite de trabajo. Sin este taladro, cada amortiguador sería solo una unidad hidráulica de baja presión.
3. Torneado CNC y roscado
Ambos extremos del vástago se tornean a su geometría final en un torno de cabezal móvil o de contrahusillo: resalte para el asiento del pistón, extremo roscado para la tuerca de retención del pistón y, en el extremo opuesto, o bien una rosca de horquilla, o bien la preparación de un ojal soldado por fricción. La clase de rosca es habitualmente 6g o 6h según ISO 965, con una excentricidad de rosca inferior a 0,05 mm.
4. Temple por inducción de la superficie de trabajo
La superficie cilíndrica exterior del vástago es la superficie de apoyo de la junta del vástago. Para resistir el desgaste por el borde de la junta, la abrasión del guardapolvo y la huella que se forma cuando el vástago queda apoyado contra el tope en plena extensión, esta superficie debe ser dura: habitualmente 55–60 HRC con una profundidad de capa de 0,8–1,5 mm, mientras el núcleo se mantiene tenaz (equivalente a 25–30 HRC).
Empleamos un calentamiento por inducción de un solo disparo con temple sincronizado por ducha de agua, sobre husillo giratorio. La zona templada cubre únicamente la zona de recorrido; los extremos quedan blandos para poder roscarse, soldarse o recalcarse durante el montaje. La frecuencia es habitualmente de 10 kHz para nuestro rango de diámetros: lo bastante alta para una penetración reducida, lo bastante baja para no sobrecalentar los chaflanes.

5. Enderezado
El temple por inducción, por simétrico que sea, deja tensiones residuales y una ligera flecha. Enderezamos los vástagos hasta una rectitud de ≤ 0,1 mm/m (en vástagos de menos de 600 mm, habitualmente 0,05 mm/m) en una enderezadora de dos rodillos, y a continuación los verificamos sobre prismas con comparador antes de que el vástago pase al cromado.
Saltarse este paso o hacerlo de forma descuidada es la causa más frecuente de una vida útil deficiente en los vástagos de recambio baratos: un vástago curvado aplica a la junta un esfuerzo lateral alterno, y la junta falla tras decenas de miles de ciclos en lugar de millones.
6. Cromado duro
El vástago se recubre por vía galvánica con una capa de 20–30 μm de cromo duro técnico (proceso Cr⁶⁺ para la uniformidad de espesor, variantes de cromo trivalente disponibles donde se aplican las restricciones REACH). La dureza de capa es habitualmente de 850–1000 HV: más dura que el acero templado por inducción situado debajo y prácticamente insensible a la abrasión por el polvo de carretera y el aceite reseco que destruye los vástagos de acero simplemente rectificado.
Para las aplicaciones en las que el cromo hexavalente está restringido, ofrecemos como acabado alternativo la nitrocarburación QPQ con posoxidación: dureza superficial equivalente y mejor resistencia a la corrosión, en un color a juego con los vástagos nitrurados de origen.
Parámetros del recubrimiento:
| Parámetro | Valor |
|---|---|
| Espesor de la capa de cromo | 20 – 30 μm |
| Dureza de capa | 850 – 1000 HV |
| Resistencia a la corrosión (NSS, ISO 9227) | ≥ 96 h hasta la primera corrosión del metal base |
| Ensayo de adherencia (ISO 2819, choque térmico) | Sin desconchado ni ampollas |
7. Rectificado sin centros y superacabado
El vástago cromado pasa por un rectificado sin centros en penetración hasta el diámetro exterior final, y después por un superacabado en paso continuo con una piedra fina de óxido de aluminio. Esta combinación elimina la topografía nodular del cromado y lleva la superficie de trabajo a:
| Parámetro de superficie | Especificación |
|---|---|
| Tolerancia de diámetro | ISO h8 (típico), h7 bajo pedido |
| Rugosidad Ra | ≤ 0,2 μm |
| Rugosidad Rz | ≤ 1,2 μm |
| Cilindricidad | ≤ 0,005 mm |
| Rectitud (final) | ≤ 0,1 mm/m |
El resultado es una superficie pulida a espejo, ligeramente reticulada, que retiene una película de aceite bajo la junta del vástago: exactamente lo que necesita un amortiguador para recorrer más de 200 000 km sin rezumar.

Control de calidad

Cada lote se controla en tres puntos: tras el temple por inducción, tras el cromado y tras el rectificado final. Verificamos:
- Dimensiones: diámetros exterior e interior, longitud, excentricidad de rosca, concentricidad del resalte, con máquina de medición por coordenadas, micrómetro y comparador sobre prismas.
- Rugosidad superficial: perfilómetro de palpador, registro de Ra/Rz.
- Profundidad y dureza de la capa templada: Rockwell C en la cara frontal rectificada, recorrido micro-Vickers en cortes para verificar la profundidad de capa.
- Espesor de cromo: medidor magnético-inductivo a lo largo del vástago.
- Adherencia del recubrimiento: ensayo de choque térmico según ISO 2819.
- Fisuras y porosidad: inspección por partículas magnéticas (MT) en la zona templada.
- Corrosión en niebla salina: ISO 9227 NSS, por muestreo de lote.
El material es trazable desde el número de colada hasta el vástago terminado; los certificados de inspección 3.1 según EN 10204 están disponibles bajo pedido.
El lugar de los vástagos de pistón en nuestra gama de amortiguadores
Con los vástagos de pistón, nuestra oferta interna de componentes de amortiguadores queda completa. Combinada con nuestra experiencia ya consolidada en pistones, válvulas y guías de vástago sinterizados, en pistones de aluminio y acero mecanizados por CNC y con toda la gama de piezas de amortiguadores mecanizadas y sinterizadas, esto significa que podemos suministrar a un fabricante de amortiguadores cada componente metálico del conjunto, de una sola fuente y bajo un único sistema de calidad, apoyándonos en nuestros procesos clave: la pulvimetalurgia y el mecanizado CNC.
Trabajamos según planos del cliente y especificaciones OEM. Prototipos, series cortas y producción en serie de hasta varios cientos de miles de vástagos al mes: todo cubierto por el mismo flujo de trabajo descrito arriba.
Normas aplicadas
| Norma | Ámbito de aplicación |
|---|---|
| EN 10083-2 | Aceros de calidad y aceros templados y revenidos (C45) |
| EN 10294-1 | Tubos de acero sin soldadura para aplicaciones hidráulicas |
| EN 10267 | Aceros microaleados ferrítico-perlíticos (38MnSiVS5) |
| ISO 965 | Roscas métricas ISO de uso general, tolerancias |
| ISO 2819 | Recubrimientos metálicos, métodos de ensayo de adherencia |
| ISO 9227 | Ensayo de corrosión en niebla salina neutra (NSS) |
| EN 10204 | Certificado de inspección 3.1 |
Eurobalt: fabricación a medida de componentes de amortiguadores y amortiguadores hidráulicos en Europa. Los vástagos de pistón son una de nuestras especialidades permanentes.
Lectura relacionada. Más sobre el tema: nuestra gama de componentes de amortiguadores.