Technologie MIM dans la fabrication de composants de serrures : précision et sécurité
L’industrie des serrures et des systèmes de contrôle d’accès impose des exigences exceptionnelles en termes de précision, de durabilité et de stabilité dimensionnelle des composants, ce qui affecte directement la fiabilité et la résistance à l’effraction des produits. La technologie de moulage par injection de métal (Metal Injection Molding, MIM) offre aux fabricants de serrures un avantage concurrentiel : la production en série de pièces complexes et miniatures avec une densité élevée, un état de surface de qualité et une répétabilité sans augmentation du coût unitaire.
Pourquoi le MIM est idéal pour les serrures
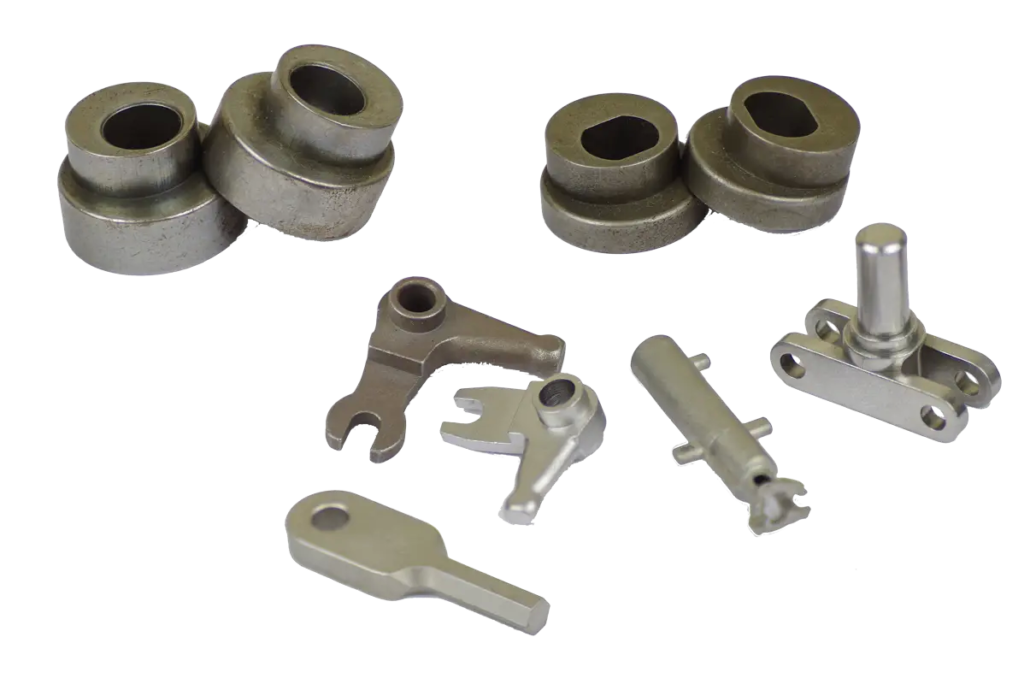
Les serrures modernes se composent de nombreuses pièces de petite taille à géométrie complexe : goupilles, pistons, gorges, goupilles latérales, disques, ensembles à ressort, guides et micro-boîtiers. À ces dimensions, l’usinage traditionnel et le moulage sous pression sont soit coûteux, soit limitent la précision et la complexité géométrique.
Le MIM fournit de manière constante des parois minces de ~0,3-0,35 mm, une précision de ±0,3-0,5% et un bon état de surface, ce qui est essentiel pour le mouvement fluide des éléments et les ajustements appropriés.
En formant des cavités internes complexes en un seul cycle, le besoin de perçages profonds et de finition multi-étapes est éliminé, tandis que la répétabilité des lots simplifie l’interchangeabilité des pièces de rechange et le service.
Composants clés optimaux pour le MIM
Matériaux et propriétés
Pour les assemblages internes et externes, les aciers inoxydables sont disponibles (par exemple, 316L pour la résistance à la corrosion et 17-4PH pour la haute résistance), ainsi que les aciers faiblement alliés pour un équilibre optimal prix-performance.
Pour des exigences spéciales, des alliages non magnétiques et résistants à l’usure sont utilisés : non magnétiques pour la protection contre le crochetage magnétique, alliages durs pour les couples de friction et les charges d’impact.
La densité des pièces MIM atteint 95-99% de la théorique ; après traitement thermique et opérations de finition, la résistance, la dureté et la stabilité dimensionnelle sont assurées selon les spécifications.
Avantages économiques du MIM
Précision, état de surface et tolérances
Le niveau de précision de base pour la plupart des géométries est jusqu’à ±0,3-0,5% par dimension, ce qui pour les petites tailles donne des écarts en centièmes de millimètre.
L’état de surface standard réduit le besoin de rectification et de polissage des éléments coulissants, facilitant le mouvement des goupilles et la résistance au coincement.
La conception tient compte du retrait de frittage (généralement 14-20% selon le matériau et le feedstock), avec des surépaisseurs technologiques et des angles de dépouille incorporés.
Contrôle qualité et normes
Le cycle de production comprend la préparation du feedstock, l’injection, le déliantage (thermique/solvant/catalytique), le frittage en atmosphère contrôlée et le post-traitement.
La sortie emploie des machines de mesure tridimensionnelle (MMT) pour le contrôle dimensionnel, les tests de dureté et de résistance, la vérification de la densité et les tests fonctionnels dans les assemblages de serrures.
Les composants finis peuvent répondre aux exigences ANSI/BHMA et aux spécifications des fabricants de systèmes de sécurité, y compris les tests de cycle de vie et environnementaux.
Innovations et avenir du MIM dans les serrures
La combinaison du MIM avec le prototypage rapide (impression 3D pour la vérification de l’ajustement/cinématique) accélère le lancement de nouveaux modèles de serrures et de plateformes modulaires.
La fabrication additive d’outillage et d’inserts de moule refroidis améliore la stabilité géométrique, réduit le temps de cycle et élargit la gamme de microgéométries productibles.
La tendance vers les serrures biométriques et en réseau augmente la demande de boîtiers MIM compacts, de couples cinématiques et de solutions de blindage compatibles avec l’électronique et les exigences CEM.
Aspects environnementaux
Les déchets minimaux et le recyclage des carottes réduisent l’empreinte carbone par rapport à la coupe et à l’usinage multi-étapes.
L’optimisation du frittage (atmosphère, profils de température) réduit la consommation d’énergie tout en maintenant la densité et les propriétés mécaniques requises.
La réduction du nombre d’opérations de traitement simplifie la chaîne de production et réduit l’usure des outils.
Recommandations de conception pour le MIM
Avantages du partenariat avec Eurobalt
Eurobalt se spécialise dans la métallurgie des poudres et les technologies MIM pour la production en série de composants de serrures de précision.
L’équipe assiste au stade DFM/DFMIM : adapte la documentation de conception pour le retrait, sélectionne le feedstock et les modes de frittage, réduit les besoins de post-opérations.
Les installations de production maintiennent une qualité de lot stable des séries pilotes aux tirages de millions d’unités avec des ensembles complets de mesures et de protocoles de test.
Le MIM augmente radicalement l’efficacité de la production de pièces de serrures miniatures, précises et complexes – des goupilles et goupilles latérales aux boîtiers de cylindres et assemblages de serrures intelligentes.
La combinaison de haute précision, densité, état de surface et liberté de conception rend la technologie optimale pour les séries de masse avec des exigences de sécurité strictes.
Eurobalt est prêt à s’engager au stade de l’idée et à amener le produit au statut de série, fournissant un coût prévisible, un contrôle qualité et une logistique d’approvisionnement.
Pour consultation et évaluation de projet, envoyez les dessins/modèles STEP et les volumes de production attendus ; les spécialistes offriront des recommandations DFM, la sélection des matériaux et l’économie approximative du lot.

